How Mobile Compressed Air Helped a National Biscuit Company Restore Stability and Cut Energy Use
National Biscuit Company Case Study Background
This customer produces some of Australia’s best‑known baked goods. Their sultana biscuits are made through an automated process that relies on compressed air to pneumatically convey dried fruit from storage through to the baking equipment. Production runs are time sensitive and uptime is critical. Any disruption in air supply causes a breakdown in the automatic feed, leading to waste, lost batches, and avoidable downtime.
The factory was running its compressed air system at maximum pressure to keep the conveyor operating. The air main from the compressor room to the sultana feed system extended almost 300 metres. This long distance created a pressure drop of between 1.2 and 2 bar by the time air reached the application. Operators experienced inconsistent movement of sultanas, which created stoppages and slowed output. The site team needed to stabilise production, reduce pressure loss, and bring energy use under control.
Mobile Compressed Air was asked to investigate after several other compressed air service providers proposed larger compressors operating at higher pressures. These options required major capital investment and did not address the underlying problem. The National Biscuit Company needed a practical, engineered fix that would not disrupt production and would improve efficiency immediately.
The Problem
The compressed air system faced three interconnected issues.
First, the compressor plant room was operating at the top end of its pressure capability. There was no room to increase pressure to compensate for the loss across the long air main. The system was already working harder than it should.
Second, the 300‑metre air main created unavoidable pressure loss. Even with clean filters and dry air, the sheer distance meant that by the time air reached the conveyor, the pressure had fallen by up to 2 bar. This loss was enough to destabilise the pneumatic feed and slow production.
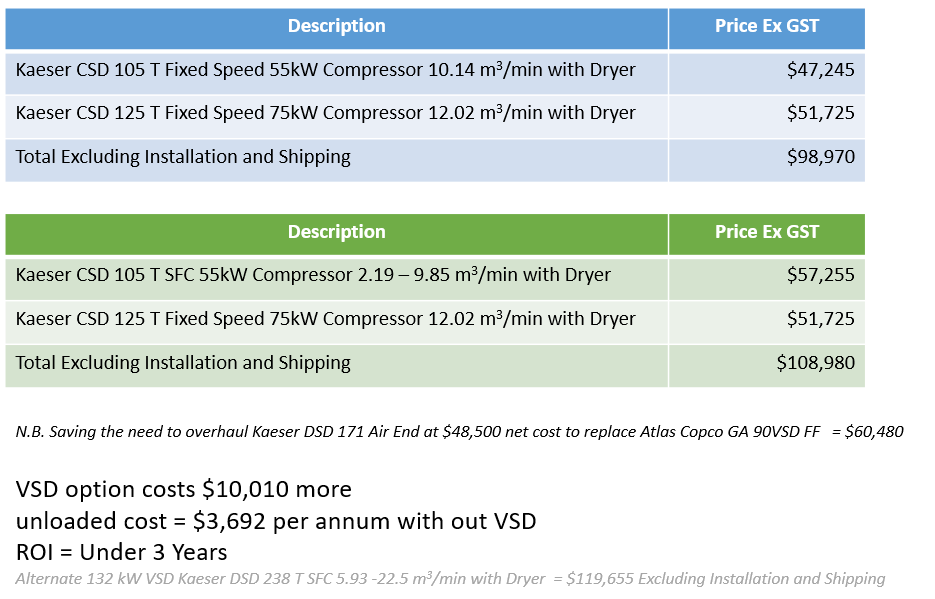
Third, upgrades suggested by competitors involved replacing the existing compressors with larger units. One proposal recommended installing a higher pressure machine and increasing plantroom setpoints. Another recommended a complete air main replacement. The air main option required installation inside a “Cooking Clean Room” where any metal filings from cutting or joining pipework would risk contamination. This would require a full production stoppage and extensive cleaning. Both proposals involved significant downtime and large capital costs.
The engineering and maintenance teams knew that shutting down the facility for an extended period was not realistic. The losses associated with halting biscuit production would outweigh the efficiency gained. The site needed a solution that worked within the constraints of the existing layout and could be delivered without compromise to hygiene or safety.

The Solution
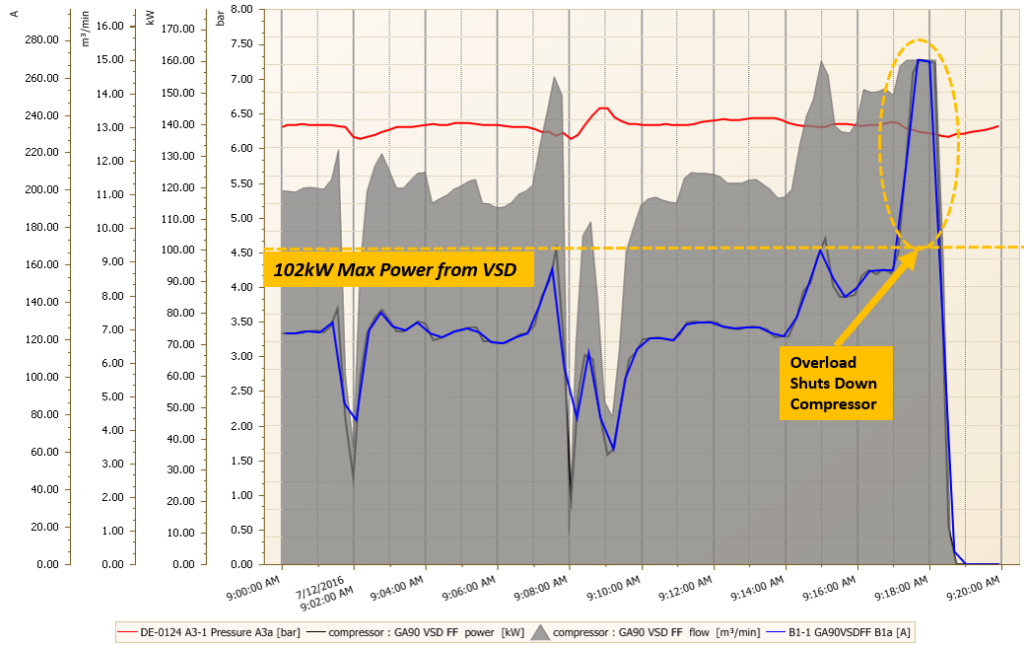
Mobile Compressed Air began with a detailed air demand analysis. The plant was running a 110 kW fixed speed compressor alongside a 90 kW VSD unit. Combined, they delivered between 27 and 31 cubic metres per minute of compressed air. During the survey, our technicians traced the air main externally and located a medium‑sized pressure vessel used as an accumulator for other equipment. This vessel sat only a few metres from the sultana conveyor but was not being used to support the pneumatic feed.
This became the turning point. Instead of replacing compressors or disturbing the clean room, we designed a localised solution. We installed a 45 kW fixed speed compressor adjacent to the existing accumulator and configured it to run at full capacity. This allowed air to be supplied to the conveyor from a point close to the application rather than pushing air across the entire length of the factory.
With the local compressor handling the immediate demand, overall system pressure could be reduced. The main plantroom compressors no longer had to operate at maximum pressure to overcome the long-distance pressure drop. Control settings across the site were lowered in a planned and measured way. This immediately cut energy consumption without affecting production.
This approach met the client’s needs without shutting down the clean room, without the risk of airborne contaminants, and without the financial impact of a major plant upgrade. The local compressor and accumulator combination stabilised the feed system and recovered the reliability the biscuit line required.

{kind=link}
{kind=link}
{kind=link}
The Results
The effect of the new configuration was immediate. Production regained consistent pneumatic movement of sultanas, removing the stoppages caused by pressure drop. Operators experienced a stable feed rate and a return to predictable cycle times.
The energy benefits were even more significant. By lowering plant pressure and relying on a correctly sized local compressor, the site achieved an approximate 27 percent reduction in energy use. At the time of installation, this equated to a saving of around sixty thousand dollars per year based on an electricity rate of eleven cents per kilowatt hour.
Energy prices have since more than tripled. With the same percentage reduction in consumption, the current annual saving now sits closer to one hundred and fifty thousand dollars. These savings come without any reduction in output, any compromise to product quality, or any increase in maintenance requirements.
The capital cost of Mobile Compressed Air’s solution was a fraction of the equipment upgrades proposed by competitors. The National Biscuit Company avoided significant installation works inside a sensitive production room and kept the entire bakery operating throughout the project. The factory now runs at a lower pressure, with greater stability, and with reduced strain on both compressors and distribution lines.

Why It Worked
The success of this project came from understanding the constraint rather than overpowering it. The issue was not the size of the compressors in the plantroom. It was the distance between the air source and the application. By bringing a smaller compressor closer to the point of use, the pressure loss was eliminated without raising plantroom setpoints. Mobile Compressed Air followed a practical, engineered approach that reflects our broader service principles. Problems are addressed with clear data, real site conditions, and solutions that avoid unnecessary downtime. The approach reduced energy use, improved reliability, and kept the client’s production line running without interruption.
Lessons for Other Businesses
What The National Biscuit Company experienced is common across food and beverage facilities. Long air mains, pressure loss, oversized machines, and reactive fixes can lead to rising energy costs and unstable production. The instinct to compensate with larger equipment is understandable but not always correct.
A localised audit, pressure mapping, and accurate demand data often reveal simpler and more effective ways to improve performance. In this case, improved efficiency did not require a major rebuild. It required the right compressor in the right location, supported by existing infrastructure.
Their experience demonstrates that permanent systems, when engineered correctly, can deliver stability and significant energy savings over many years.
